
官方网站-九游 SPORTS")
PVC自由发泡/仿大理石板挤出生产线厂家如何实现高产低耗?
对比维度 | 自由发泡板产线 | 仿大理石板产线 |
**策略 | 以模具精度换良品率 | 以基材质量换后道效率 |
模具关键技术 | 衣架式流道减少物料烧蚀;上模唇可调、下模唇可换、垂直节流棒组合,一套模具覆盖2–20mm厚度;推位式弹性微调结构,不停机局部调节,响应快 | 双流道发泡板模具,上下模唇可调并带模唇油温控制,确保表面结皮均匀、内应力极小 |
节能降耗着力点 | 废品率从8%降至3%以内;换规格停机从30分钟缩至5分钟;减少调试废料和清理流道时间 | 基材稳定使后续覆膜/热转印破损率大幅下降;终端退货率极低,后道良品率**提升 |
综合效益 | 换规格不换模,产线利用率高,适合厚度跨度大的订单 | 花色品种多,可替代天然大理石,无辐射、施工快,单位时间交付量翻倍 |
高产低耗不是一句口号,而是从模具选型到产品匹配的系统工程。对PVC自由发泡板和仿大理石板这两条主力产线来说,真正决定产线盈亏的,往往在开机之前就已经定了。模具选对了,产线自然高产低耗;选错了,后续怎么调参数都是在补窟窿。
一、模具设计:高产低耗的**道关卡
多数厂家把精力放在电耗和螺杆转速上,却忽略了一个关键事实:产线70%的隐性损耗,发生在模具段。
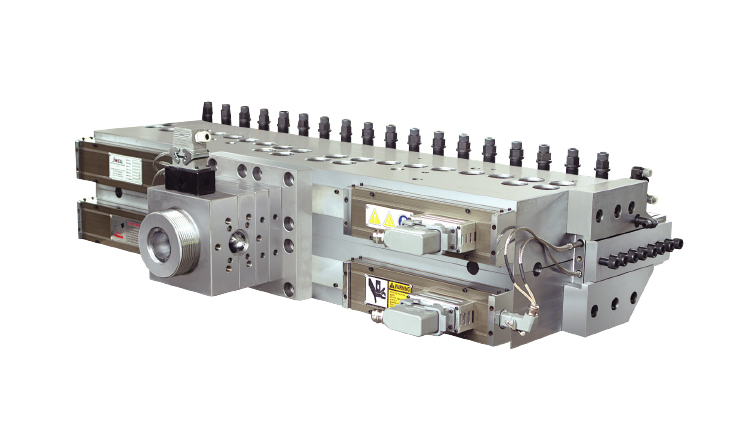
PVC是典型的热敏性材料。普通流道设计下,物料在挤出过程中因滞留时间过长而烧蚀降解,直接表现为板材表面出现焦斑、气泡不均匀,废品率居高不下。而采用安徽杰威尔的特殊衣架式流道设计的模具,能**缩短物料在流道中的停留时间,从源头减少热敏材料的烧蚀。这一项改进,单班废品率可从8%降至3%以内,省下的不只是材料,更是频繁清理流道所浪费的停机时间。

但光解决烧蚀还不够。PVC自由发泡板的厚度跨度大,从2mm到20mm,如果每换一个厚度就换一套模具,产线利用率会被频繁换模吃掉。上模唇可调、下模唇可换、垂直节流棒调节的组合设计,让一套模具覆盖2-20mm全厚度范围成为可能。换规格不换模,停机时间从每次30分钟压缩到5分钟以内,这才是真正的"高产"。
更关键的细节在模唇调节方式上。传统模唇调一次间隙,操作工要反复拆装、试模,调节灵敏性差,局部还调不了。而安徽杰威尔的推位式弹性微调结构配合合理的螺丝间距设计,实现了不停机、局部可调,调节响应快、精度高。对PVC半结皮发泡板这类对表面质量要求极高的产品来说,模唇调节效率直接决定了良品率的天花板。
选对模具,产线还没开就已经在省了。
二、仿大理石板产线:高产低耗有另一条路
如果说自由发泡板的高产低耗靠"模具精度",那么仿大理石板的高产低耗,靠的是产品特性带来的后道效率红利。安徽金纬挤出的仿大理石板的挤出基材要求与普通自由发泡板不同。它需要表面结皮效果好、内应力小,才能在后续覆膜或热转印时不崩裂、不变形。双流道发泡板模具恰恰满足这一需求——上下模唇可调并带有模唇油温控制,所生产制品表面结皮均匀,内应力极小,真正实现表面结皮发泡。基材质量稳了,UV覆膜和热转印工序的破损率大幅下降,后道良品率直接拉高。
而仿大理石板本身的产品特性,又进一步放大了"高产"效应。板材表面覆仿大理石纹薄膜或热转印后UV固化处理,抗划伤、耐刮擦,终端退货率极低。花色品种多样,一条产线可切换多个花纹,减少了专线**带来的产能闲置。更重要的是,它在室内装潢中替代天然大理石,耐老性好、抗紫外线、耐黄变、无辐射,施工速度远快于石材干挂,单位时间内的交付量翻倍不止。
这条线的"低耗",不在挤出段的电表上,而在后道加工效率和终端良率里。
三、合在一起看:高产低耗的本质
把两条线放在一起,效果就更加理想合理了。自由发泡板走"模具精度换良品率"的路线,**是衣架式流道减少烧蚀、可调模唇减少换模停机、弹性微调减少调试废料。仿大理石板走"基材质量换后道效率"的路线,**是安徽金纬挤出设备的双流道加油温控制确保结皮质量,让高附加值产品的良品率和交付速度同时拉满。高产低耗从来不是单点优化,而是模具选型与产品策略的**匹配。 选对模具,对准产品,产线的每一分钟都在产出,而不是在浪费。

总结:PVC自由发泡/仿大理石板挤出生产线实现高产低耗,**在模具选型与产品匹配。安徽金纬挤出的衣架式流道减少自由发泡板烧蚀、模唇换模快,废品率低。仿大理石板靠双流道模具确保结皮质量,基材稳定确保良品率。高产低耗的本质是模具精度与产线策略的**匹配。

 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~